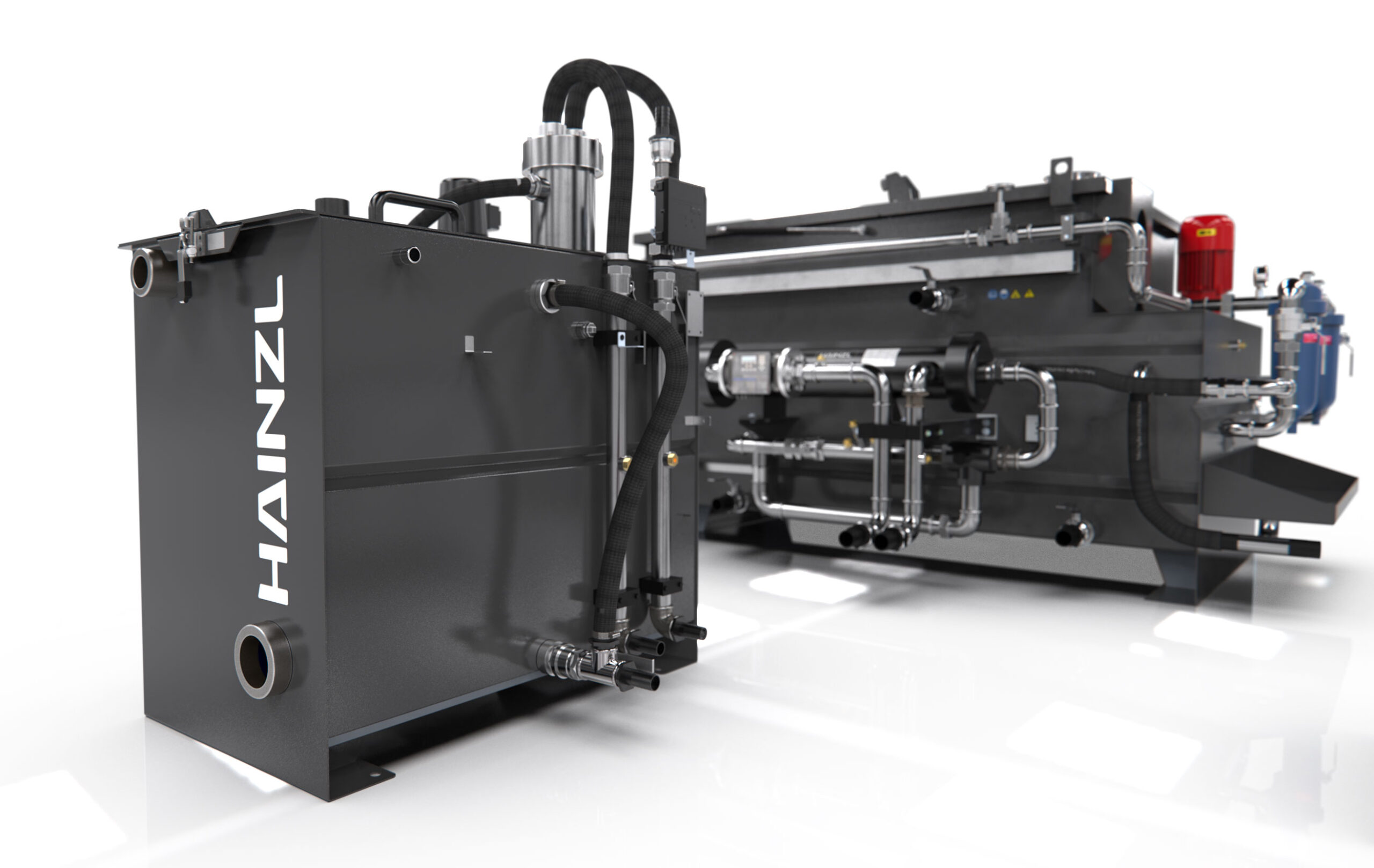
Ein international tätiger Hersteller von Kunststoffrecyclinganlagen setzt auf von HAINZL in mehreren Leistungsklassen entwickelte Betriebswasserbecken, um das Betriebsmedium seiner Flüssigkeitsring‑Vakuumpumpen zuverlässig aufzubereiten. Die Anlagen kommen weltweit in Recyclingprozessen zum Einsatz, bei denen verschmutzte Abluft aus dem Zerkleinerungs- und Schmelzprozess abgesaugt wird. Für eine stabile Saugleistung muss das verwendete Wasser kontinuierlich gefiltert, gekühlt und konditioniert werden.
Das Betriebswasserbecken kombiniert diese Aufgaben in einer kompakten Prozesstechnik‑Einheit. Der robuste Edelstahltank verfügt über eine integrierte Eintauchpumpe, einen kundenspezifischen Rohrbündelwärmetauscher sowie eine Rücklauf‑Siebwanne als Filterelement. Dadurch wird das Wasser sowohl thermisch als auch mechanisch aufbereitet und der Vakuumpumpe in konstant hoher Qualität bereitgestellt.
Mit einem jährlichen Serienbedarf von rund 60 Stück unterstützt HAINZL die kontinuierliche weltweite Montage der Recyclinganlagen. Das Betriebswasserbecken steht für verlässliches Temperaturmanagement, effiziente Aufbereitungsleistung und hohe Prozesssicherheit – zentrale Anforderungen moderner Kunststoffrecyclingprozesse.
Technische Daten