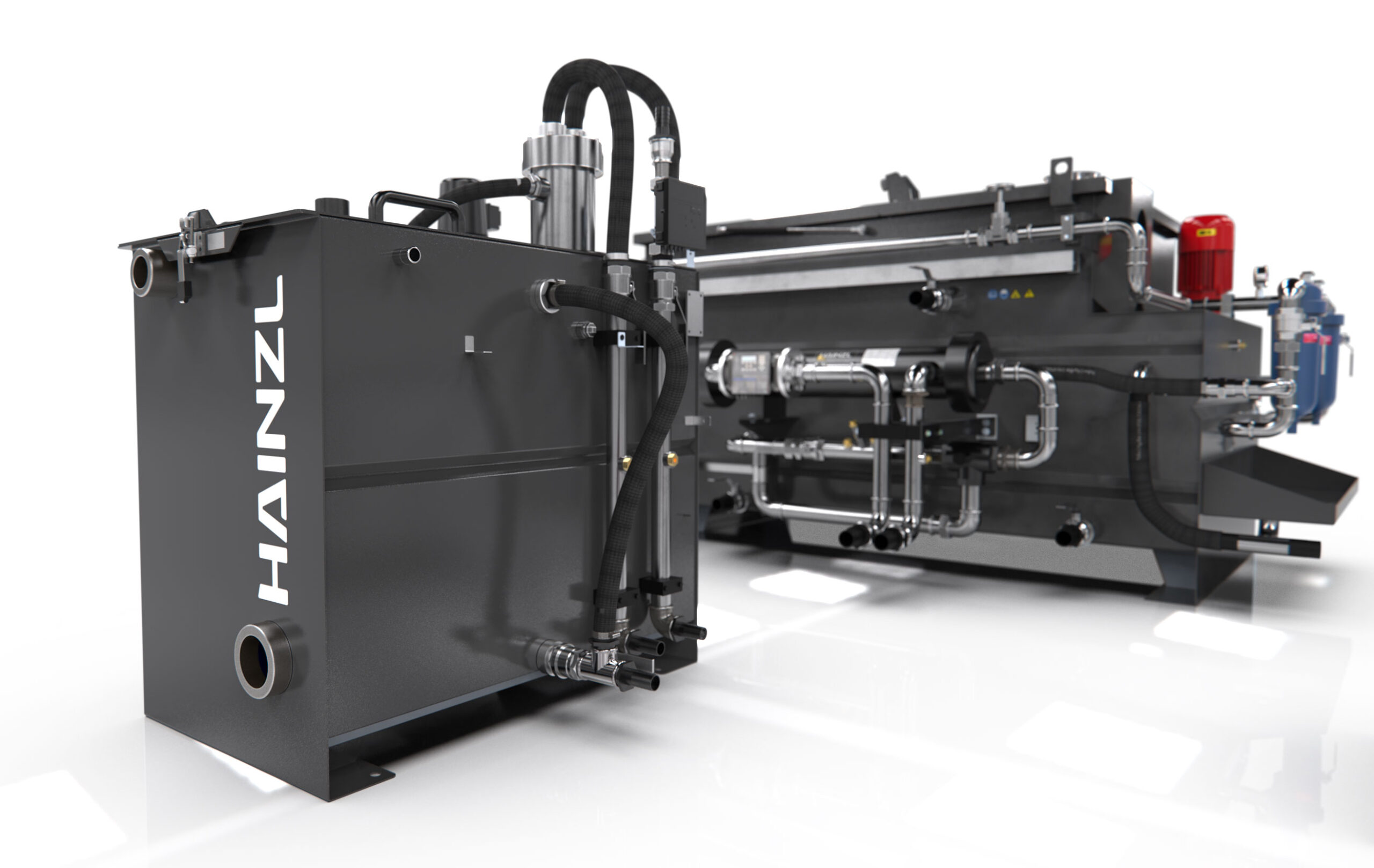
An international manufacturer of plastic recycling systems relies on process water tanks developed by HAINZL in several performance classes to reliably treat the operating fluid for its liquid ring vacuum pumps. The systems are used worldwide in recycling processes where contaminated exhaust air is extracted from the shredding and melting processes. To ensure stable suction performance, the water used must be continuously filtered, cooled, and conditioned.
The process water tank combines these functions into a compact process engineering unit. The robust stainless steel tank features an integrated submersible pump, a custom-designed shell-and-tube heat exchanger, and a return strainer basin as a filter element. This ensures that the water is treated both thermally and mechanically and supplied to the vacuum pump at a consistently high quality.
With an annual production volume of approximately 60 units, HAINZL supports the continuous global installation of recycling plants. The process water tank stands for reliable temperature management, efficient treatment performance, and high process reliability—key requirements of modern plastic recycling processes.
Technical Data